Производитель: РОССИЯ
Комбинированные пресс-ножницы НВ5221

Цена по запросу
+7 (7172) 69-62-30
+79203110630
+79203110630
Назначение и устройство пресс-ножниц для резки металла НВ5221
Комбинированные пресс-ножницы НВ5221 выпускаются российским станкостроительным заводом и предназначены для резки листового, полосового, сортового и фасонного проката, а также пробивки отверстий и вырубки открытых пазов в нем. Оборудование имеет четыре рабочих зоны, каждая из которых позволяет выполнять определенную технологическую операцию.
Наличие нескольких операционных зон на одной единице оборудования позволяет максимально эффективно использовать производственные площади и осуществлять большой комплекс разнообразных работ без потери времени на смену инструмента одним оператором - пробивать пазы и отверстия, отрезать сортовой прокат - круг, квадрат и уголок, резать полосы, фасонный прокат - швеллер, двутавр и многое другое.
Универсальные пресс-ножницы по металлу НВ5221 находят широкое применение на ремонтных и заготовительных участках предприятий машиностроения, в строительных организациях, а также предприятий, работающих в сфере демонтажа металлических конструкций и их утилизации.
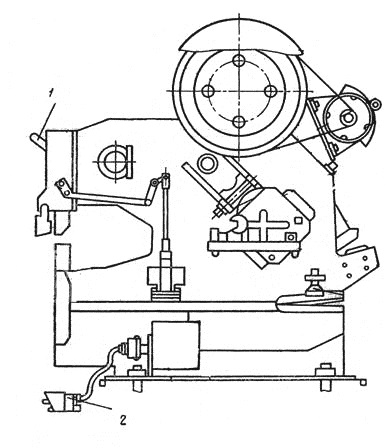
Компоновка основных частей пресс-ножниц НВ5221

| Поз | Наименование | Обозначение |
| 1 | Станина | НВ 5221-11-001 |
| 2 | Привод | НВ 5221-22А-001 |
| 12 | Ползун | НВ 5221-31-001 |
| 19 | Дыропробивным пресс | НВ 5221-35-001 |
| 17 | Управление дыропробивным прессом | НВ 5221-42В-001 |
| 14 | Прижим листовых ножниц | НВ 5221-45-001 |
| 20 | Прижим сортовых ножниц | НВ 5221-46-001 |
| 18 | Механизм центрирования | НВ 5221-47-001 |
| 6 | Подвижная нож-плита | НВ 5221-62-001 СБ |
| 9 | Неподвижная нож-плита | НВ 5221-61-001 СБ |
| 3 | Ограждение | НВ 5221-71-001 |
| 16 | Педаль электрическая | НВ 5221-99-001 |
| 15 | Электрошкаф | НВ 5221-95-001 |
Описание основных частей и принцип работы комбинированных ножниц НВ5221
Станина пресс-ножниц по металлу НВ5221
В станине комбинированных пресс-ножниц НВ5221 смонтированы четыре механизма: листовая и сортовая секция, дыропробивной пресс и зарубочное устройство. Станина одностоечная сварена из основного листа толщиной 60мм, усиленного накладками, ребрами, и задней крышкой из листа толщиной 25мм. Между основным листом и задней крышкой помещаются ползун и балансир. Основной лист имеет два продольных паза для прохода листовой стали при операциях обрезки кромок и разрезки.
Ползун сортолистовой секции и зарубочного устройства
Ползун НВ5221, связанный через шатун с эксцентриковым валом, качается на оси между направляющими вкладышами, регулируемыми болтами. В исходное положение ползун возвращается и удерживается пружиной с тягой. В средней части ползуна имеется вырез, в который крепится подвижная ножевая плита, а справа в нижней части-гнезда для крепления ножей листовых ножниц и зарубочного устройства. Механизм управления ползуном сортовых, листовых ножниц - электрический. При включении ножниц НВ5221 ползун должен находиться в крайнем верхнем положении. После резки ножницы автоматически выключаются. Для предотвращения отдачи разрезаемого материала на сортовой, и листовой секции предусмотрены винтовые прижимы, а для установки материала при резке под углом имеется упор, передвигаемый на необходимое расстояние и закрепляемый винтом.
Дыропробивной пресc универсальных ножниц НВ5221
Ползун дыропробивного пресса НВ5221 имеет прямоугольную форму и совершает возвратно-поступательное движение. Для получения нормального зазора между направляющими и ползуном дыропробивного пресса используют чугунную планку и прокладки.

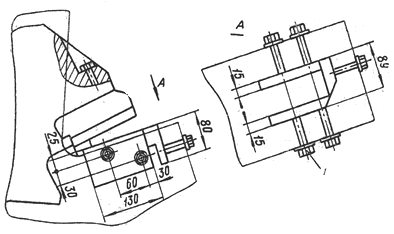
В нижней части ползуна к пуансонодержателю крепится пу¬ансон (рис. 4). На столе дыропробивного пресса крепится стой¬ка, в которую установлена матрица (рис. 5). Стол дыропробивного пресса съемный, крепится двумя бол¬тами. При перестановке стола в горизонтальное положение можно пробивать отверстия в коробчатых и фасонных деталях. Механизм центрирования позволяет опускать ползун с пуан¬соном на намеченное место пробивки отверстия. Управление механизмом включения ползуна дыропробивного пресса осуществляется с помощью электрической педали.
Система смазки пресс-ножниц НВ5221
Трущиеся части пресс-ножниц смазываются густой смазкой. Все точки смазываются индивидуально, прокачкой смазки через пресс-масленки шприцем. Новые ножницы необходимо смазывать в первые 15 дней работы чаще, а в дальнейшем соблюдать режим смазки, указанный в карте смазки. Смазывать ножницы необходимо так, чтобы смазка выступала с боков трущихся поверхностей, что дает возможность контроли¬ровать достаточность смазки. 
| Позиция | Смазочное устройство | Режим смазки | Смазочный материал |
|
2 |
Пресс-масленка |
Два раза в смену |
ЦИАТИМ 203 ЦИАТИМ-203 |
| 3 | Накладка вручную | Один раз в смену | ЦИАТИМ 203 Масло индустриальное И40 |
Схема расположения органов управления НВ5221
- Рукоятка механизма центрирования дыропробивного механизма
- Педаль включения дыропробивного пресса и включения листовых, кортовых ножниц и зарубочного устройства.
Настройка комбинированных пресс-ножниц НВ5221
Прежде чем приступить к работе на дыропробивном прессе, необходимо закрепить в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустить пуансон в матрицу и установить стойку матрицы так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Для этого следует закрепить стойку матрицы и еще раз проверить зазор. В зависимости от толщины пробиваемого материала необходимо установить корпус съемника с зазором 1—2 мм от плоскости листа. Установка съемника с перекосом недопустима. Неправильная регулировка зазоров между пуансоном и матрицей вызывает увеличение усилия пробивки, ухудшение качества пробиваемого отверстия, а также значительно снижает стойкость пуансона и матрицы. Диаметр пуансона не рекомендуется выбирать меньше толщины пробиваемого листа. В дыропробивном прессе имеется механизм центрирования, которым пользуются при пробивке отверстия керном. Пуансон следует опускать только при помощи рукоятки, совмещать керн пуансона с кернением на заготовке, фиксировать заготовку и возвращать пуансон в исходное положение. Лишь после этого осуществляется ход ползуна. С пресс-ножницами поставляется комплект ножей и плит. Для получения высококачественного реза ножниц НВ5221 и уменьшения усилия резки зазор между ножами должен составлять 1/30 толщины разрезаемого материала. При работе периодически проверять затяжку болтов.
Настройка листовой секции ножниц НВ5221
Ножи листовых ножниц НВ5221 устанавливают параллельно друг другу, зазор между ними должен составлять 0,5мм. При верхнем положении ползуна ножниц конец верхнего ножа находится на 1-2мм ниже режущей кромки нижнего ножа, а в крайнем нижнем положении ползуна верхний конец верхнего ножа не должен доходить до режущей кромки нижнего ножа. Не допускается резка материала вершинами ножей. Регулируют ножи ножниц НВ5221 с помощью прокладок под опорные поверхности. Ножи листовых ножниц и разрезаемый материал должны быть сухими. Ножи НВ5221 должны быть надежно закреплены болтами и плотно прилегать к опорным поверхностям. При резке листа и полосы следует оставлять между прижимом и листом зазор 1-3мм (в зависимости от толщины разрезаемого листа). Для исключения поломки листовые ножи должны перекрывать друг друга на 3-5мм. В длинных листах по разметке необходимо линию реза отклонять приблизительно на 10мм (на длине 2000мм) влево от плоскости реза, так как верхний нож тянет при резке листа вправо. Если при резке листа линия реза уходит от разметочной линии, то следует короткими резами, разворачивая лист в обратную сторону, резать до совмещения с разметкой. Для облегчения продвижения листа при резке необходимо сначала поднимать правую сторону (отрезанную), а затем продвигать лист вперед.
Настройка сортовой секции ножниц модели НВ5221
Настройка ножей сортовых ножниц НВ5221 предусматривает установку необходимого зазора между ножевыми плитами, который регулируется прокладками под упоры, прижимающими плиту, и составляет 0,5мм. Ножевые плиты устанавливаются параллельно друг другу; ножи в ножевых плитах должны быть надежно закреплены и плотно прилегать к опорным плоскостям. Ножевые плиты смазывать жидкой смазкой и содержать чистыми. Сортовые ножницы имеют прижим и упор для резки под углом, которые обеспечивают установку под заданным углом и закрепление разрезаемого материала. Установка ножей при резке профильного проката на сортовых ножницах приведена
Установка ножей пресс-ножниц НВ5221 при резке уголка
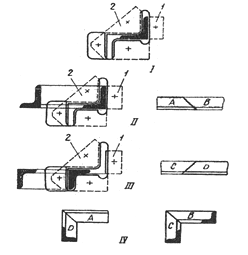
I - резка уголка под прямым углом;
II - правая резка уголка под углом 45°;
III - левая резка уголка под углом 45°;
IV - примеры присоединения деталей после резки;
1 - неподвижный нож;
2 - подвижный нож
На сортолистовой секции при резке фасонного проката необходимо установить в гнезда ползуна и станины соответствующий инструмент. Установить упор на соответствующий угол (900; 67,50; 600; 450) закрепить его. Завести в гнездо инструмента прокат и установить его по разметке. После этого необходимо, вращая рукоятку прижима, прижать заготовку к упору и осуществить резку заготовки.
Настройка зарубочного устройства ножниц по металлу НВ5221
Зарубочные операции выполнять на зарубочном устройстве. Для выполнения этих операций необходимо поднять ограждение. Зазор между ножами зарубочного устройства устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, быть хорошо закрепленными и совершенно сухими.
Регулирование универсальных пресс-ножниц НВ5221
В процессе эксплуатации пресс-ножниц возникает необходимость в регулировании отдельных узлов для восстановления их нормальной работы. Если с течением времени наблюдается проскальзывание ремней, необходимо проверить их натяжение, при необходимости подтянуть. Нормальное натяжение ремней устанавливать регулировочным винтом. В процессе эксплуатции из-за износа текстолитовых направляющих возникает необходимость в регулировании зазора между направляющими и ползуном сортолистовой секции. Зазор регулировать с помощью шести регулировочных винтов, расположенных на задней и передней стенке станины. Одновременно направляющими ползуна можно регулировать зазор листовых ножниц. Регулировать зазор между ножевыми плитами сортофасонной секции набором прокладок, установленных под Г-образными при¬жимами. Для получения нормального зазора между направляющими и ползуном дыропробивного пресса используется чугунная планка и прокладки. Зазор регулировать с помощью трех винтов.
Предлагаем купить в Казахстане в городах Астана, Алматы, Костанай, Павлодар, Экибастуз, Усть-Каменогорск, Караганда, Уральск, Актобе, Атырау и других новые комбинированные пресс-ножницы НВ5221 по цене производителя.
Технические характеристики комбинированных пресс-ножниц НВ5221
| Параметр | Значение |
|---|---|
| Толщина и ширина полосы | 16х150 |
| диаметр круга | 45 |
| сторона квадрата | 40 |
| уголок, резка под углом 90 | 125х125х12 |
| уголок, резка под углом 45 | 90х90х9 |
| Диаметр пробиваемое отверстие, мм | 30 |
| Толщина материала | 16 |
|
Устройство для пробивки пазов прямоугольной формы, мм, не более толщина/длинна/ширина |
10/70/65 |
| Наибольший размер двутавра | №18 |
| Наибольший размер швеллера | №18 |
| Частота ходов ползуна, мин | <=18 |
| Нормальное усилие пресса, кН (тс) | 400 (40) |
| Расстояние от оси ползуна пресса до станины, мм | 500 |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Род тока электропривода | переменный, трехфазный |
| Напряжение цепи сигнализации, В | 24 |
| Напряжение цепи силовой, В | 380 |
| Напряжение цепи управления, В | 110 |
| Напряжение цепи местного освещения, В | 24 |
| Количество точек местного освещения | 2 |
| Управление | педальное |
| Электродвигатель тип | АИРС100S2У3 |
| мощность, кВт | 4,8 |
| частота вращения мин | 2900 |
| Режим работы электросхемы |
одиночный ход, ручной поворот (наладочный режим) |
| длинна мм | 2100±40 |
| ширина мм | 1650±30 |
| Высота над уровнем пола, мм | 1950±40 |
| Масса ножниц НВ5221, кг | 2050±40 |
Комплект поставки, входит в цену, пресс-ножниц НВ5221
- Пресс-ножницы НВ5221 в сборе
- Шприц для смазки
- Маховик
- Ремни клиновые А-2500
- Ограждения
- Руководство по эксплуатации НВ 5221-00-001РЭ
Комплектующие поставляемые за отдельную плату к ножницам НВ5221
- НВ 5221-64-001 Подвижные ножи для резки швеллера и двутавра
- НВ 5221-63-001 Неподвижные ножи для резки швеллера и двутавра
- НВ 5221-65-001 Инструмент для резки специального уголка
- НВ 5221-43-001 Упор задний
- Р-9 Рольганг
Станок НВ5221 в Казахстане — где купить, оплата, доставка, гарантия
Купить Комбинированные пресс-ножницы НВ5221 в Алматы, Нур-Султане (Астане), Караганде, Костанае, Павлодаре, Усть-Каменогорске, Шымкенте, Уральске, Актобе, Петропавловске и других городах Казахстана несложно — достаточно позвонить на указанные ниже телефоны. Специалист нашей компании после согласования с вами условий доставки оборудования предоставит Вам договор и счет на его поставку.
В договоре и счете для казахстанских покупателей цена на Комбинированные пресс-ножницы НВ5221 указывается в рос. рублях с НДС=0. Заранее ознакомиться с приблизительной ценой (имея ввиду, что будет еще предоставлена скидка) на данное оборудование в стандартной комплектации можно, перейдя на российский сайт, кликнув на надпись КАЗАХСТАН вверху страницы сайта и выбрав любой город в открывшемся списке.
Продажа станка модели НВ5221 обычно осуществляется на условиях 100% предоплаты, если изделие имеется в наличии на складе. В случае его отсутствия и необходимости запуска оборудования в производство, покупателем оплачивается первоначально 50% его стоимости, а оставшиеся 50% перечисляются после подтверждения нашей компанией, что станок изготовлен и готов к отгрузке.
Также покупателем и менеджером отдела продаж нашего предприятия может быть согласован другой порядок оплаты и другой процент первоначальных и заключительных оплат по контракту.
Доставка заказанного оборудования осуществляется автомобильной и железнодорожной техникой транспортных компаний ООО "ПЭК" (Первая Экспедиционная Компания), ООО "КИТ", ООО "РАТЭК", ООО ТК "Энергия", ООО "Желдорэкспедиция", других компаний-перевозчиков, а также транспортом Покупателя или нашей компании. Более подробно с условиями перевозки Товара можно ознакомиться в разделе ДОСТАВКА на нашем сайте.
Гарантия на новый Комбинированные пресс-ножницы НВ5221 - 12 мес., на станки после капитального ремонта - 6-12 мес..
Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что информация, представленная на сайте, не является публичной офертой, а актуальную стоимость оборудования уточняйте у наших специалистов по продаже станочной техники!
Из раздела Красивые фото Казахстана

Если Вам необходимо купить станок НВ5221 в Астане, Алматы, Караганде, Костанае, Павлодаре, Экибастузе, Усть-Каменогорске, Актобе, Шымкенте, Актау, Уральске, Петропавловске, Курчатове, Байконуре, Туркестане, Семее, Таразе, Атырау, Кызылорде, Кокшетау, Талдыкоргане, Жезказгане, Рудном, Темиртау
Звоните на телефоны:
WhatsApp +79203110630
WhatsApp +79203305867
WhatsApp +375297556136
В странах-соседях Казахстана — в Кыргызстане, Таджикистане, Туркменистане, Узбекистане в городах Нукус, Наманган, Бишкек, Коканд, Ашхабад, Андижан, Худжант, Душанбе, Карши, Бухара, Туркменабад, Самарканд, Ош, Ташкент, Дашогуз и других для покупки оборудования типа Комбинированные пресс-ножницы НВ5221 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контактные данные, кликнув на кнопку ЗАКАЗАТЬ ЗВОНОК вверху сайта, - мы сами Вам перезвоним.












Вопрос:
Можно ли на токарном станке долбить паз в заготовках?
Ответ:
Можно, но это трудоемкий, требующий много времени и терпения, процесс. Это, наверное, единственный случай, когда главным движением ...
Подробнее
Вопрос:
Что такое РМЦ у токарных станков
Ответ:
РМЦ это технический параметр, который расшифровывается как Расстояние МежЦентровое, и обозначает максимальную длину детали, которую можно .....
Подробнее
Вопрос:
Какое машинное масло заливать в станки JET, ПРОМА, KNUTH, STALEX, OPTIMUM, SILOMA, PILOUS, UMT
Ответ:
Согласно инструкции рекомендуются масла импортного производства. Но отлично подойдут машинные индустриальные масла российского производства марки .....
Подробнее