Вальцы листогибочные
Вальцы (от нем. Walze — валок, каток).
Листогибочные вальцы используются для гибки-вальцевания заготовок из листового проката черных, цветных металлов и сплавов, с пределом текучести не более 2500 кг/см. Применяются при выполнении следующих работ: подгибка кромок заготовок, гибка цилиндрических обечаек, гибка конических заготовок, гибка дугообразных элементов, правка плоских заготовок.
Вальцы трехвалковые
Эти вальцы предназначены для изготовления цилиндрических и конических заготовок для водосточных систем, вентиляции и жестяных работ. .
По типу привода классифицируются на:
- ручные (вращение валков осуществляется за счет мускульной силы);
- электромеханические;
- электрогидравлические.
По количеству валков подразделяются на:
- трехвалковые;
- четырехвалковые.
Принцип гибка листового металла на вальцах не меняется на протяжении многих лет
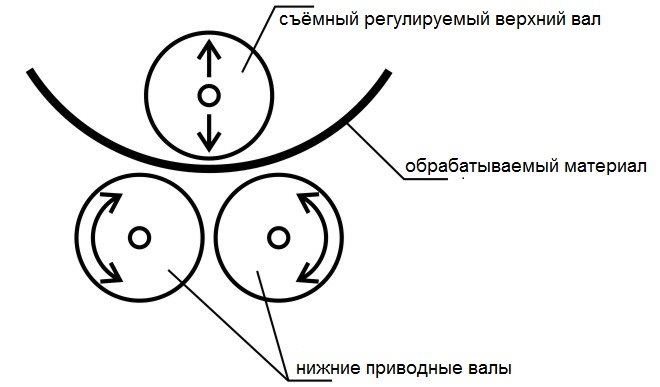
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на станке трехвалкового типа заключается в том, что металлический лист, прижимаясь к двум вращающимся нижним валкам третьим – упорным, также начинает вращаться вокруг него, постепенно превращаясь в изделие цилиндрической формы. Регулировать радиус изгиба металлического листа при вальцовке позволяет подбор валков соответствующего диаметра, а также расстояния между нижними рабочими элементами. Поскольку валки в процессе работы испытывают значительные механические нагрузки, для их изготовления используют высокопрочные сорта стальных сплавов.
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации. Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.
Вопрос:
Кто первый изобрел токарно-винторезный станок?
Ответ:
Первым изобретателем токарно-винторезного станка с механизированным суппортом и набором сменных зубчатых колес считается Андрей Константинович Нартов. Русский учёный, механик Петра Первого
Подробнее
Вопрос:
Что такое УДГ?
Ответ:
УДГ расшифровывается как Универсальная Делительная Головка. Применяется на фрезерных станках для поворота (деления) заготовки на равные ...
Подробнее
Вопрос:
Можно ли на токарном станке долбить паз в заготовках?
Ответ:
Можно, но это трудоемкий, требующий много времени и терпения, процесс. Это, наверное, единственный случай, когда главным движением ...
Подробнее